企业名称:
联系人:
电话:
手机:
邮箱:
传真:
地址:
网址 : www.micro-graph.com.cn
克服了普通光刻胶采用UV深宽比不足的问题,在近紫外光(365nm-400nm)范围内光吸收度很低,且整个光刻胶层所获得的曝光量均匀一致,可得到具有垂直侧壁和高深宽比的厚膜图形;它还具有良好的力学性能、抗化学腐蚀性和热稳定性;在受到紫外辐射后发生交联,是一种化学扩大负性胶,可以形成结构复杂的图形;在电镀时可以直接作为绝缘体使用。由于它具有较多优点,SU -8胶正被逐渐应用于MEMS、芯片封装和微加工等领域。直接采用SU -8光刻胶来制备深宽比高的微结构与微零件是微加工领域的一项新技术。
光刻胶以其优异的机械性能、良好的热稳定性和耐腐蚀性,具有自整平、对近紫外光敏感且吸收极小等优点,在MEMS (micro (optical) electromechanical systems)制造和装配方面表现出其他光刻胶无法比拟的制造和性势。与硅或玻璃基底相比,金属衬底上的SU-8工艺更有利于微细电铸工艺。胶膜结构质量受光刻工艺,如基底前处理、匀胶、前后烘、曝光、显影等环节影响,其中显影操作是光刻图形成形的关键环节,对于微结构的显影时间、搅拌方式等参数直接决定了图形质量,尤其对整体质量影响较大。显影时间一般由胶厚度确定,具体随图形形状、深宽比、搅拌强度等因素不同而变化。
显影液显影原理
光刻胶在不锈钢基底的前处理、前烘、曝光剂量、后烘等工艺参数如下:控制胶厚在120-340 um,匀胶转速控制为:700r/min,5 s;按400r/min加速度增加转速到2000r/min,并保持15s,按500 r/min的加速度使转速降为零。在恒温对流烘箱中进行前后烘。显影装置由清洗设备改造而成,振动频率33 kHz,功率0-100W可调。采用可视化工具测量显微镜和扫描电镜观测胶膜图形质量。显影时影响线宽控制的主要因素是显影时间。对于胶,显影时间越长,光刻胶的膨胀程度越严重,线宽的变化越大。因此,显影应合理选择一组既能保证显影充分,又不致于使线宽变化过大的显影参数,对于微结构阵列而言还须注意图形尺寸的一致性要求。由于光刻图形形状比较复杂,传统深宽比的概念难以描述胶膜微结构的显影特性。
按终胶膜图形特征,可以将其细分为:凹(阴)型和凸(阳)型结构特征;连通型与非连通型图形;根据图形形状分为曲线型、直线型、点状图形;按胶膜局部特征分为尖角型与圆角型。通常,凹型难以显影,凸型结构容易出现坍塌。由于不同类型图形在显影过程中与显影液接触方式的不同将导致胶膜溶解速度产生差异,从而影响微结构的质量。
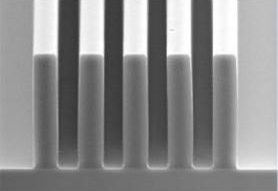
深宽比为5-7的曲线型、直线型、点状图形显影的难度应该渐次增大,原因是胶膜与显影液接触的面积逐渐变小。点状图形属于非连通型,所需要的时间明显高于其他两种图形。当然显影难度随深宽比的增加而增大,但是不同图形即使在深宽比相同的条件下,显影的时间相差很大。在同样搅拌条件下(搅拌,功率15W,频率为33kHz)做显影操作,三种图形全显清所需要的时间分别为:13, 16, 24 min。而对于凸结构,同样条件下只需要8min即可显影,远低于凹型图形。可见,凸型图形的显影难度远低于凹型;连通型图形显影时间低于非连通型图形;曲线型图形显影难度低于直线图形。

 在线咨询
在线咨询